ЭкоТех – 2201 – процесс слабокислого блестящего цинкования
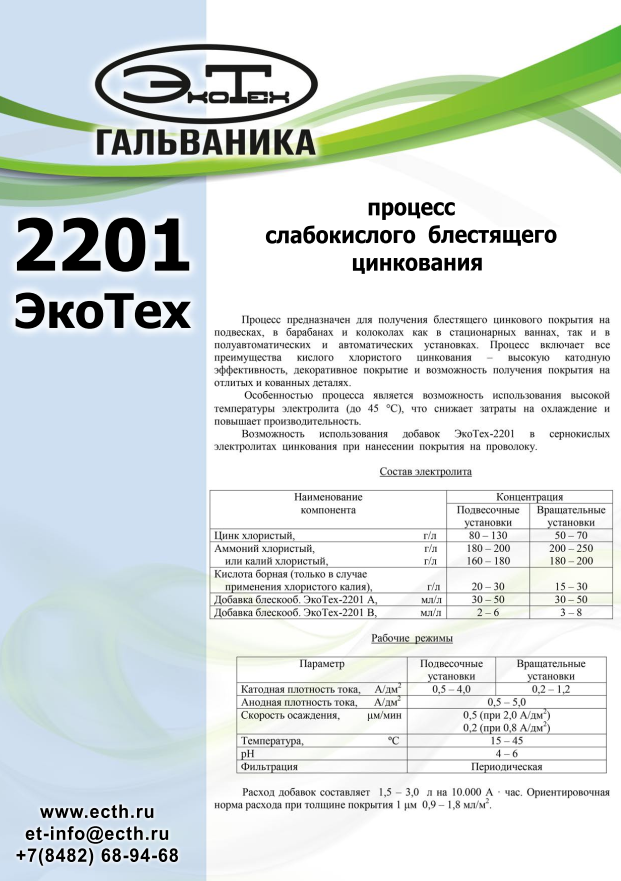
Технологический процесс ЭкоТех-2201 предназначен для нанесения блестящих защитно-декоративных цинковых покрытий на сталь, чугун и цинковые сплавы при температуре до 45 °С. Процесс можно проводить на подвесках и во вращательных установках.
Технологический процесс ЭкоТех-2201 отличается высокой скоростью осаждения покрытия, достигающей (1,0 – 1,25) мкм/мин при движении катодной штанги на подвесках и 0,25 мкм/мин – во вращательных установках. Электролит обладает хорошей рассеивающей и кроющей способностью.
Получаемое цинковое покрытие является блестящим и пластичным и хорошо пассивируется в различных растворах пассивирования.
Состав электролита
|
Наименование материала |
Концентрация, г/л |
|
|
на подвесках |
в барабанах |
|
|
1. Цинк хлористый |
60 – 120 |
20 – 60 |
|
2. Аммоний хлористый или калий хлористый |
100 – 230 100 – 180 |
100 – 250 100 – 200 |
|
3. Кислота борная (только с КС1) |
15 – 30 |
15 – 30 |
|
4. Добавка ЭкоТех-2201А |
(30 – 70) мл/л |
(30 – 70) мл/л |
|
5. Добавка ЭкоТех-2201В |
(2 – 8) мл/л |
(5 – 15) мл/л |
|
6. Добавка ЭкоТех-2201С |
Только для корректирования в некоторых случаях (см. п. 9.5) |
|
Режимы процесса цинкования
|
Наименование параметра |
Интервал значений |
Оптимальное значение |
|
1. Катодная плотность тока. А/дм2: на подвесках в барабанах |
|
|
|
0,5 – 4,0 |
2,0 |
|
|
0,2 – 1,2 |
0,8 |
|
|
2. Анодная плотность тока, А/дм2 |
0,5 – 5,0 |
|
|
3. Напряжение на ванне: на подвесках в барабанах |
|
|
|
2 – 6 |
|
|
|
6 – 12 |
|
|
|
4. рН электролита |
4 – 6 |
5,5 – 5,8 |
|
5. Температура электролита, °С |
15 – 45 |
18 – 35 |
Скорость осаждения покрытия в зависимости от плотности тока
|
Плотность тока, А/дм2 |
0,5 |
1,0 |
2,0 |
3,0 |
4,0 |
|
Скорость осаждения, мкм/мин |
0,14 |
0,28 |
0,56 |
0,82 |
1,06 |